(2)管理図等
(群の平均値等を表示できないので、X(バー)とし、また群平均の平均を
X(2バー)とします。また、図等があるものはその年度の問題を参照してく
ださい。)
…………………………………………………………………………………………
▲▼▲▼▲▼▲▼▲▼▲ 問題 ▲▼▲▼▲▼▲▼▲▼▲▼▲▼▲▼▲▼▲
…………………………………………………………………………………………
問1 一般
………………
a, 度数表は、データのおおよそのばらつき状態を知ることができるのか?
(h12)
………………
b, 点が連続25点以上管理限界内にあるときは、工程が安定している状態と
いえるのか? (h12,10)
………………
c, 管理限界線に連続100点中98点以上ある場合は、工程が安定している状態
といえるのか? (h10)
………………
d, 管理限界線内に連続35点中34点以上ある場合は、工程が安定している状
態といえるのか? (h10)
………………
e, 管理の途中、点の大部分が管理限界の1/2の幅の内側に現れる場合は、工
程が安定している状態といえるのか? (h10)
………………
f, 厚さや強度などデータが連続的な値の場合は、計量値の管理図が用いら
れるのか? (h9)
………………
g, 管理図は、偶然原因による品質のばらつきを基準にして、それ以上見逃
せないばらつきを検出する目的をもっているのか? (h9)
………………
h, 管理図は、規格が安定しているかどうかを判定する方法として用いられ
るのか? (h9)
………………
i, 個々の測定値と逐次範囲を用いて管理する方法として、x−Rs管理図
があるのか? (h9)
………………
j, R管理図は、工程を、不良率によって管理するための管理図か?
(h8,7)
………………
k, x管理図は、工程のばらつきを範囲によって管理するための管理図か?
(h8,7)
………………
l, x(バー)管理図は、工程平均を、平均値によって管理するための管理
図か? (h8,7)
………………
m, x(バー)−R管理図は、工程を、欠点数によって管理するための管理
図か? (h8,7)
………………………………
問2 ヒストグラム
………………
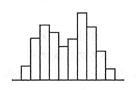
a, 品質管理に用いるヒストグラムの目的に関する次の記述のうち、適当で
ないものはどれか。 (h26)
(1) サンプリングした試料の分布状態を容易に知る。
(2) 分布の平均値や偏差などのバラツキの状態を調べる。
(3) 時系列データの変化時の分布状態を知る。
(4) 分布が統計的にどのような性質を持っているかを知る。
………………
b, (A)〜(B)のヒストグラムの見方に関する次のうち適当でないものは
どれか。 (h27)
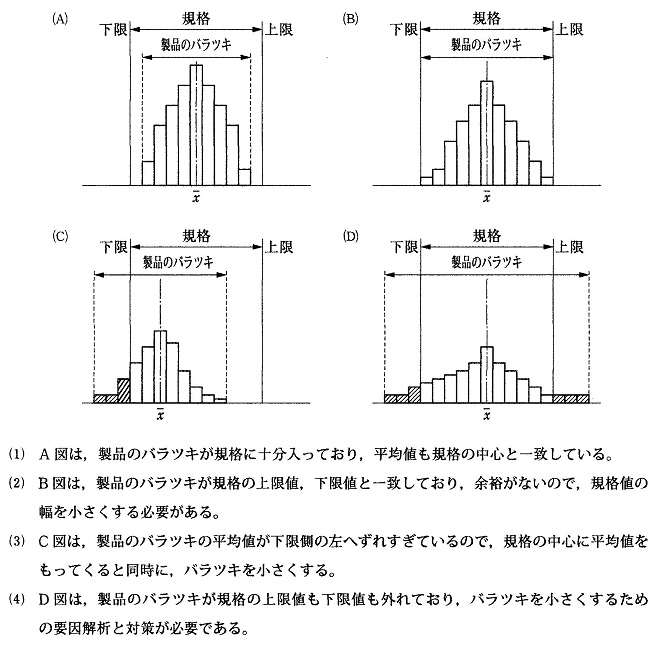
……………… c, ヒストグラムの見方に関する次の記述のうち、適当でないものはとれか。 (h24)
……………… d, ヒストグラムは、長さ、重さ、時間、強度などをはかるデータ(計量 値)がどんな分布をしているか見やすく表した柱状図であるのか? (h23) ……………… e, ヒストグラムは、安定した工程から取られたデータの場合、左右対称の 整った形となるが異常があると不規則な形になるのか? (h23) ……………… f, ヒストグラムは、時系列データと管理限界線によって、工程の異常の発 見が客観的に判断できるのか? (h23) ……………… g, ヒストグラムは、規格値を入れると全体に対しどの程度の不良品、不合 格品が出ているかがわかるのか? (h23) ……………… h, 下図は、品質管理に用いるヒストグラムを示したものである。図の(A) 〜(C)に当てはまる用語の組合せとして次のうち、適当なものはどれか。 (h22)
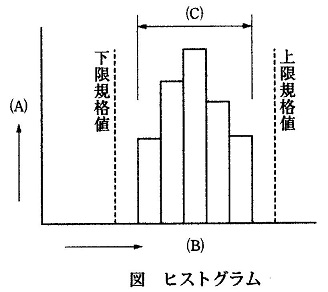
(A) (B) (C)
(1)度数………………… 品質特性値…………… ゆとり
(2)度数………………… 品質特性値…………… バラツキ
(3)品質特性値………… 度数…………………… ゆとり
(4)品質特性値………… 度数…………………… バラツキ
………………
i, ヒストグラムの作成手順は? (h25,21)
………………
j, ヒストグラムは、品質の特性がどんな分布をしているのか、また、その
分布が規格値を満足しているかがわかるのか? (h20)
………………
k, ヒストグラムは、安定した工程から得られたデータの場合、左右対称形
の整った形となるのか? (h20)
………………
l, ヒストグラムは、規格値や標準値を入れると全体に対しどの程度の不良
品、不合格品が出ているかがわかるのか? (h20)
………………
m, ヒストグラムは、個々のデータの状態や時間的順序の変化による品質の
情報が得られるのか? (h20)
………………
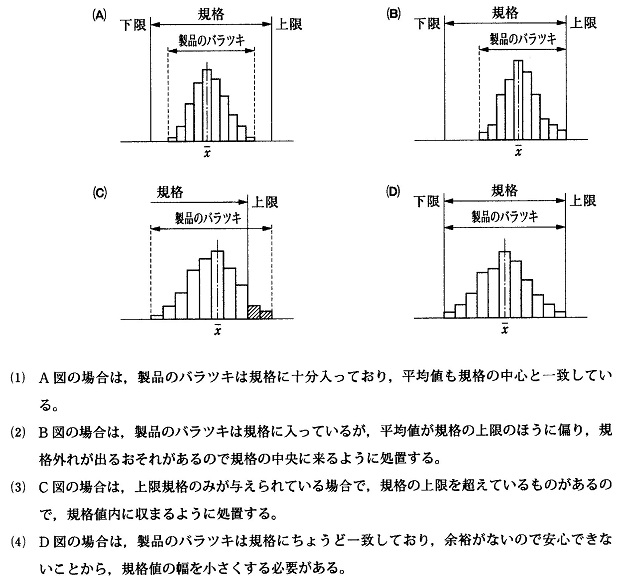
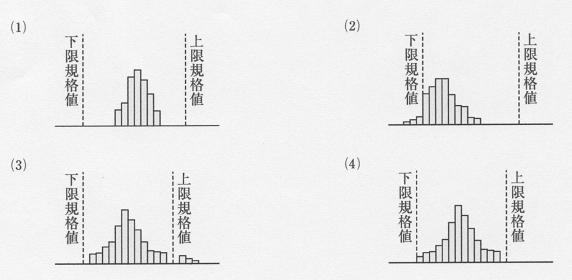
n, 下図は,測定値をヒストグラムで表したものである。ヒストグラムの見方
の説明として,「測定値は規格値を満たしているが、今後、測定値が少し
変動した場合に注意を要する図」は、次のうちどれか? (h19)
………………
o, ヒストグラムから判断することができない製品の特性は次のうちどれ
か? (h17)
(1)分布の幅
(2)規格値に対するゆとり
(3)工程の進行状態
(4)分布の位置
………………
p, ヒストグラムに下図のような状態が表れた場合の説明として、次のう
ち適当なものはどれか。 (h16)
(1)二つの分布が混じり合っている場合
(2)規格以下のものを全数選別して取り除いた場合
(3)規格はずれのものを手直ししたり、データを偽って報告した場合
(4)測定誤りがあったり、工程に異常があった場合
………………
q, ヒストグラムから判断することができないものは次のうちどれか?
(h15,13,11)
(1)特性値の分布の形
(2)特性値と規格値との関係
(3)特性値の分布の広がり具合
(4)特性値の時間的変化
………………
r, ヒストグラムは、全体の分布の形や規格に対する分布の状況がよくわか
るのか? (h12)
………………………………
問3 工程能力図
………………
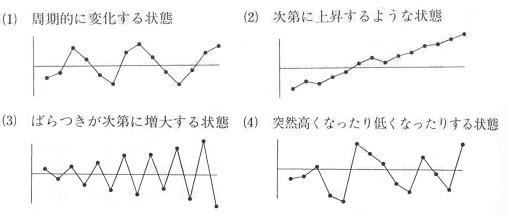
a, 品質管理の工程能力図において、気温の影響を受けたときの状態(点の
並び)として、正しいものはどれか。 (h14)
………………
b, 工程能力図は、時間的順序の情報が得られないのか? (h12)
…………………………………………………………………………………………
▲▼▲▼▲▼▲▼▲▼▲ 解答 ▲▼▲▼▲▼▲▼▲▼▲▼▲▼▲▼▲▼▲
…………………………………………………………………………………………
問1
………………
a, ○
………………
b, ○
………………
c, ○
………………
d, ○
………………
e, × 管理限界線は、前のデータから計算により求められたものであるの
で点が中心に集中する場合は、工程の変化や管理限界線の計算ミス
等が考えられる。
………………
f, ○
………………
g, ○
………………
h, × 管理図は、工程が安定しているかどうかを判定する方法として用い
られる。また、規格が安定しているかどうかを判定する方法として
は、ヒストグラムや工程能力図が用いられる。
………………
i, ○
………………
j, × R管理図は、工程のバラツキを、範囲によって管理するための管理
図である。
………………
k, × x管理図は、測定値を一つ一つ記入した管理図である。
………………
l, ○
………………
m, × x(バー)−R管理図は、工程の平均値とばらつきの変化を同時に
管理するための管理図である。
………………………………
問2
………………
a, (3)
………………
b, (2)
B図は、規格値の範囲内であるが余裕がなく、わずかな工程の変化に
よって規格値を割るものがでるので、バラツキを小さくし、規格値に
対して余裕があるようにする必要がある。
………………
c, (4) 規格値の幅を小さくするのではなく、製品のバラツキを小さくする。
………………
d, ○
………………
e, ○
………………
f, × 記述の内容は、管理図である。
………………
g, ○
………………
h, (2)
………………
i,
(1)データの中から最大値と最小値を求め、全体の範囲を求める。
(2)クラス分けするときのクラスの幅(柱の数)を求める。
(3)各クラス数ごとのデータを求める(度数分布表をつくる)。
(4)横軸に品質特性値(測定値)、縦軸に度数データを表示する。
………………
j, ○
………………
k, ○
………………
l, ○
………………
m, × 個々のデータの時間的変化や変動の様子はわからない。
………………
n, (4)
………………
o, (3)
………………
p, (1)
………………
q, (4) 特性値の時間的変化を知ることができるのは、工程能力図である
………………
r, ○
………………………………
問3
………………
a, (1)
(2)の次第に上昇するするような状態は、機械の精度が悪くなった
とき等の場合である。
(3)のばらつきが次第に増大する状態は、作業標準に慣れ粗略に作
業するとか、計器の精度が悪くなったとき等の場合である。
(4)の突然高くなったり低くなったりする状態は、機械の調整をし
たとか、材料が変わったとき等の場合である。
………………
b, × 工程能力図は、横軸に時間または位置(測点、サンプル番号等)縦
軸に品質特性値をとり、上下規格線を入れデータをプロットしたも
のである。これは、時間的または位置的順序の情報が得られる。
Copyright (C) 2016 Hidenori Nakamura. All Right Reserved
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
HOME